Update November 2020
Approximately 30 to 40 percent of the domestic package-waste is made of foils. But the use of these foils in high quality applications is still limited. New foils are virgin material, mostly LDPE. Attero, TUSTI, Oerlemans Packaging were member of a CIRCO track. The joining of Pokon Naturado, TU Eindhoven and Dow Benelux led to the start of project ProLiFeX. Together the participants of this project develop a high quality granulate from the foil-stream. This granulate is then applied in the production of new film applications. The end-goal is for instance to produce PokonNaturado’s packaging of fertilizers and potting soil from this granulate.
Circular design strategy
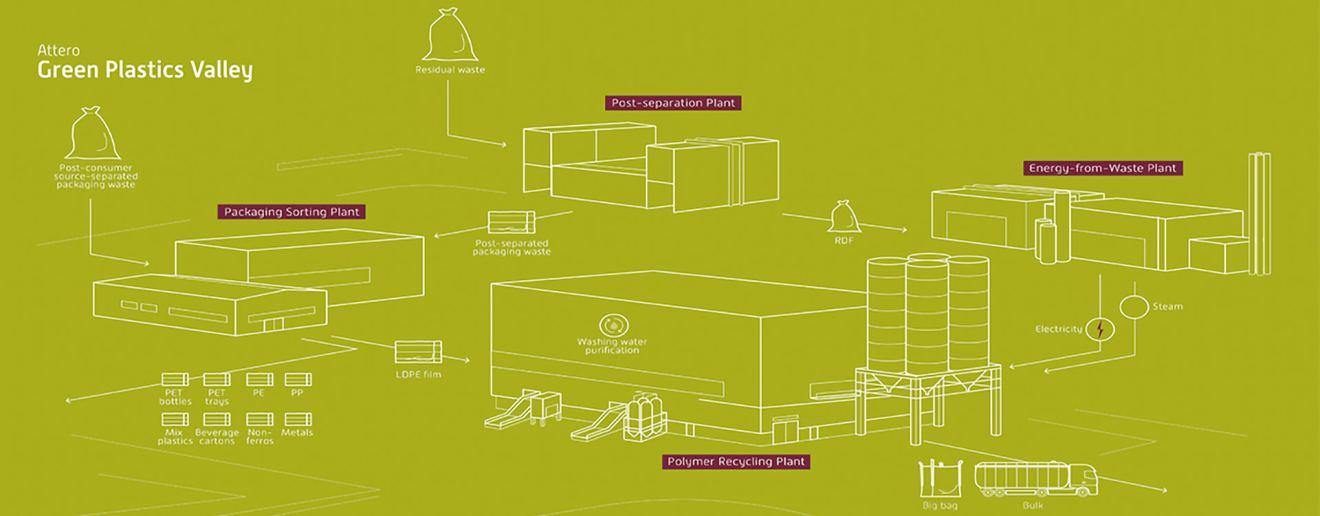
Attero sorts foils from the domestic residual waste and PMD-waste by use of windshifters and infra-red-detection. They then shred, wash and recycle this foil to granulate. This now works well on the plant that, with help from the LIFE-subsidy, has been realized and now works satisfactory. TUSTI and the TU/e are involved as partner, who have the know how to guarantee and optimize the quality of the granulate. They evaluate the samples produced by Attero, who consequently adapt the recycling process if required, in order to improve the recyclate. For instance by refreshing the washing water sooner. Eventually Oerlemans uses the granulate to blow film applications from it.
A critical factor for the blowing of good film applications is the purity of the granulate. Therefore in order to increase the quality further, optimization of the sorting- and recycling process is required. Also additives and virgin plastics of Dow are added. The aim is to apply as many recycled foils as possible for the production of new film applications. In the single-layered foil that is used for packing of fertilizers this is easier to realize. This has to do with the lower demands for strength and appearance. For more complex, multi-layered foils this is harder, because these foils have to meet higher requirements.
Circular business model
In response to the ‘European Strategy for Plastics’ and growing pressure from society, more and more big ‘brand-owners’ set targets with respect to the use of recycled material in their packaging. Project ProLiFeX has a lead time of 2,5 years. The implementation is in cooperation with Topsector Energysubsidy (Joint Industry Project) from the Ministry of Economic Affairs. At the end of the route, the developed granulate, remains property of Attero. They bring it in the market, with a quality and corresponding price that is close to the virgin plastics.
Result & continuation ProLiFeX
At the moment parties are busy with the development of the granulate and the film applications. When this is successful, Pokon will test the film application on the packaging line for fertilizers. In the event of success, ProLiFex also develops a multi-layered foil for the production of potting soil bags, which reqeruiments are higher.
Attero would like to thank the EU for the LIFE subsidy for the Aganfoils project.